OX-W
Anodizzazione Dura
OX-W è uno speciale trattamento di anodizzazione dura dell’alluminio conforme alle normative MIL-A-8625 Type III, ISO 10074 e UNI 7796.
Rispetto al tradizionale trattamento di anodizzazione dura, il trattamento OX-W è stato sviluppato per incrementare le caratteristiche dell’anodizzazione dura e ottenere uno strato di ossido di alluminio più compatto e uniforme, con rugosità minore e con maggiore resistenza alla corrosione.
Permette di ottenere una elevata resistenza a corrosione in nebbia salina con spessori di anodizzazione ridotti e su leghe difficilmente anodizzabili come le leghe della serie 2000 e le leghe da fusione ad alto contenuto di silicio.
Viene inoltre utilizzato in articoli per distribuzione e controllo dei gas (metano, idrogeno e ossigeno) dove è richiesta una bassa rugosità superficiale ed una elevata resistenza a graffi e usura.

CARATTERISTICHE
ELEVATA RESISTENZA ALLA CORROSIONE
Lo strato compatto di OX-W protegge il materiale base dalla corrosione superando brillantemente 336 ore di esposizione alla nebbia salina senza alcun attacco corrosivo.
ELEVATA RESISTENZA ALL'USURA E DUREZZA
La durezza e compattezza dello strato di ossidi di alluminio permette di ottenere una elevata resistenza all’usura abrasiva e adesiva comparabile con quella del cromo duro.
STRATO COMPATTO E LISCIO
Il trattamento OX-W crea uno strato di ossidi di alluminio più compatto e uniforme e con rugosità minore rispetto ai tradizionali trattamenti di anodizzazione dura.
COLORE CHIARO
Il trattamento OX-W ha una colorazione grigio chiaro con tonalità che dipendono dalla lega di alluminio trattata.
VARIANTE BASSO ATTRITO OX-W-PTFE
Per abbassare il coefficiente di attrito e donare anti-aderenza, il trattamento OX-W può essere impregnato con nanoparticelle di PTFE.
COLORI DISPONIBILI
OX-WN - Colore Nero
Il trattamento OX-W può essere pigmentato di colore nero profondo. Il nero profondo permette di uniformare il colore su differenti leghe di alluminio.

OX-WB - Colore Blu
Il trattamento OX-W può essere pigmentato di colore blu. La tonalità del colore dipende dalla lega di alluminio trattata. L'immagine rappresenta indicativamente la colorazione ottenibile sulla lega 7075 e sulla lega 6061.
OX-WR - Colore Rosso
Il trattamento OX-W può essere pigmentato di colore rosso. La tonalità del colore dipende dalla lega di alluminio trattata. L'immagine rappresenta indicativamente la colorazione ottenibile sulla lega 7075 e sulla lega 6061.

SPECIFICHE TECNICHE
Composizione e normative applicabili
| Composizione | |||
|---|---|---|---|
| Il trattamento OX-W trasforma l'alluminio di base in uno strato compatto di ossido di alluminio. La composizione dipende quindi in larga parte dalla lega di partenza. | |||
| Al | O | S | Impurità |
| 20÷40% | 50÷70% | 3÷5% | In funzione della lega |
| Normative tecniche di prodotto |
|---|
| ISO 10074 |
| UNI 7796 |
| MIL-A-8625 | Type III |
| Conformità RoHS |
|---|
| Conforme RoHS. Non sono presenti sostanze con restrizioni d'uso oltre le concentrazione massime tollerate. |
| Conformità REACh |
|---|
| Conforme REACh. Non sono presenti SVHC in quantità superiori a 0,1% in peso. |
Leghe anodizzabili
| Leghe per lavorazioni plastiche | Caratteristiche | |
|---|---|---|
| Serie 2000 | Durezza | ★★★☆☆ |
| Resistenza usura | ★★★☆☆ | |
| Resistenza corrosione | ★★★☆☆ | |
| Spessore massimo | ★★★☆☆ | |
| Serie 5000 (con >2% Mg) e 7000 | Durezza | ★★★★☆ |
| Resistenza usura | ★★★★☆ | |
| Resistenza corrosione | ★★★★☆ | |
| Spessore massimo | ★★★★★ | |
| Serie 6000 (tranne 6082, 6061) | Durezza | ★★★★★ |
| Resistenza usura | ★★★★★ | |
| Resistenza corrosione | ★★★★★ | |
| Spessore massimo | ★★★★★ | |
| 6082, 6061 | Durezza | ★★★★★ |
| Resistenza usura | ★★★★★ | |
| Resistenza corrosione | ★★★★★ | |
| Spessore massimo | ★★★★☆ | |
| Leghe da fusione | Caratteristiche | |
|---|---|---|
| Leghe con Si>8% o Cu>2% | Durezza | ★☆☆☆☆ |
| Resistenza usura | ★☆☆☆☆ | |
| Resistenza corrosione | ★☆☆☆☆ | |
| Spessore massimo | ★☆☆☆☆ | |
| Pressofusi con Si<8% o Cu<2% | Durezza | ★★☆☆☆ |
| Resistenza usura | ★★☆☆☆ | |
| Resistenza corrosione | ★★☆☆☆ | |
| Spessore massimo | ★☆☆☆☆ | |
| Altre leghe | Durezza | ★★☆☆☆ |
| Resistenza usura | ★★☆☆☆ | |
| Resistenza corrosione | ★★★☆☆ | |
| Spessore massimo | ★★★☆☆ | |
Spessore di trattamento e aspetto estetico
| Spessore di rivestimento | |
|---|---|
| Spessore standard | Tolleranza |
| 30µm | ±10µm |
Lo spessore di trattamento cresce per il 50% all'esterno e per il 50%
all'interno della superficie del pezzo di alluminio. L'incremento
dimensionale radiale è quindi pari a metà dello spessore di
trattamento.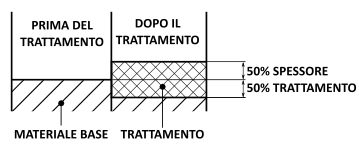 | |
| Spessore uniforme su tutta la superficie esterna. Spessore minorato nei fori. | |
| Aspetto estetico |
|---|
| Aspetto leggermente opaco con colorazione grigio chiaro. La tonalità di colore dipende dalla lega di base e dallo spessore del trattamento. Riprende la morfologia del pezzo lavorato meccanicamente. |
| Possibilità di colorazione nera nella versione OX-WC |
| Possibilità di colorazione blu nella versione OX-WB |
| Possibilità di colorazione rossa nella versione OX-WR |
Proprietà tribologiche
| Durezza | |
|---|---|
| Il trattamento OX-W presenta una elevata durezza dello strato. Essa varia in funzione della lega trattata. | |
| Valore durezza | Lega |
| >280HV | Serie 2000 |
| >330HV | Serie 5000 (con >2% Mg) e 7000 |
| >400HV | Altre leghe da lavorazione plastica |
| Resistenza all'usura | |
|---|---|
| OX-W possiede una elevatissima resistenza all'usura abrasiva e adesiva. Essa varia in funzione della lega trattata. | |
| Valore usura, TWI-CS17 | Lega |
| Un numero basso indica una prestazione migliore - MIL-A-8625F 3.7.2.2 e ISO 10074 B.3- Taber Abraser wear test - ruote abrasive CS 17 - carico 1 kg | |
| <35 mg / 10 000 cicli | Serie 2000 |
| <25 mg / 10 000 cicli | Serie 5000 (con >2% Mg) e 7000 |
| <15 mg / 10 000 cicli | Altre leghe da lavorazione plastica |
| Coefficiente di attrito |
|---|
| La variante OX-W-PTFE consiste in un trattamento di impregnazione dello
strato di anodizzazione con particelle nanometriche di PTFE. Questa impregnazione permette di ottenere una superficie antiaderente, autolubrificante e con basso coefficiente di attrito. |
Proprietà chimiche
| Resistenza alla corrosione | ||
|---|---|---|
| Il trattamento OX-W permette di ottenere una elevata resistenza alla corrosione e alla ossidazione. Supera brillantemente le 336 ore di esposizione alla nebbia salina senza alcun segno di corrosione. | ||
| Valore resistenza a corrosione | Materiale base | |
| NSS secondo ISO 9227 e ISO 10074 | ||
| ≥336 ore senza corrosione | Lega 6000 | |
| Resistenza chimica | |
|---|---|
| Valori indicativi della compatibilità con l'ambiente. L'effettiva resistenza all'ambiente deve comunque essere testata sul campo. | |
| Idrocarburi (es. benzina, gasolio, olio minerale, toluene) | |
| Alcoli, chetoni (es. etanolo, metanolo, acetone) | |
| Soluzioni saline neutre (es. sodio cloruro, magnesio cloruro, acqua marina) | |
| Acidi riducenti diluiti (es. acido citrico, acido ossalico) | |
| Acidi ossidanti (es. acido nitrico) | |
| Acidi concentrati (es. acido solforico, acido cloridrico) | |
| Basi diluite (es. sodio idrossido diluito) | |
| Basi ossidanti (es. sodio ipoclorito) | |
| Basi concentrate (es. sodio idrossido concentrato) | |
 Scheda tecnica
Scheda tecnica