NIPLATE® 600 SiC
Electroless Nickel with SiC
Niplate 600 SiC is a composite coating of medium phosphorus (5-9%) electroless nickel and silicon carbide crystals (SiC) in a concentration of 20-30%.
During the nickel plating process microscopic particles of silicon carbide are co-deposited in the film. The layer is thus composed of a nickel-phosphorus alloy matrix with uniformly distributed superhand silicon carbide granules.
Silicon carbide is classified among ultra-hard materials because its hardness value is above 2000 HV, only slightly lower than that of diamonds. Due to this property, silicon carbide is widely employed as an anti-wear material.
Thanks to the presence of silicon carbide granules, the Niplate 600 SiC coating offers very high wear resistance, superior also to hard chrome. This is why the material is employed for critical applications, in the presence of sliding movements and high levels of wear. It is widely used to protect engine components, in the textiles sector, and in motor sports.

VERY HIGH WEAR RESISTANCE
Thanks to the durability of the electroless nickel matrix and the extreme hardness of SiC ceramic particles, the Niplate 600 SiC coating has higher abrasive and adhesive wear resistance than hard chrome.
EXTREME HARDNESS, UP TO 1100 HV
The SiC ceramic particles with hardness of more than 2000 HV allow the hardness of the composite film to be increased up to 1100 HV.
UNIFORM THICKNESS
Uniform and constant coating thickness over the entire substrate, including holes: ideal for precision machined parts with tight tolerances.
CAN BE APPLIED ON VARIOUS METALS
All metals commonly used in mechanical engineering practice can be coated: alloys of iron, copper, and aluminium.
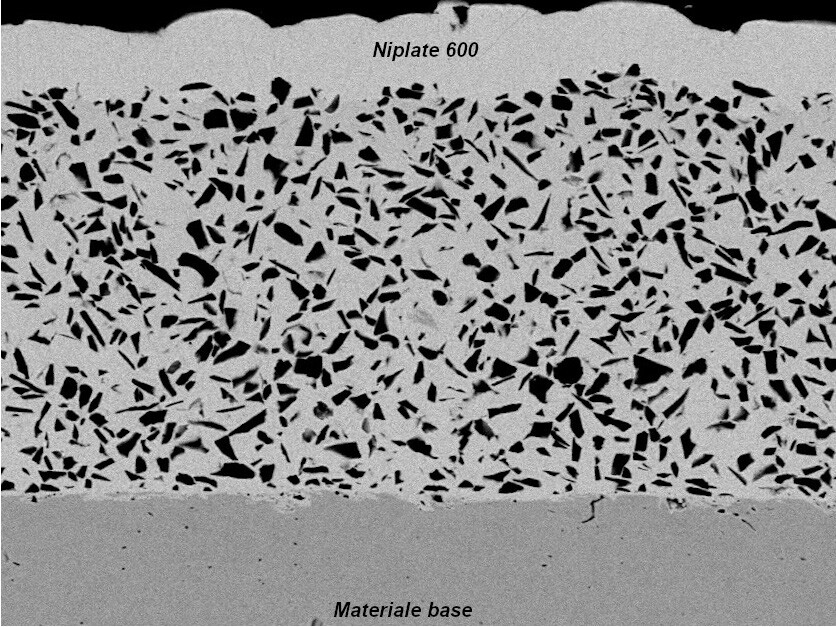
Section Niplate 600 SiC
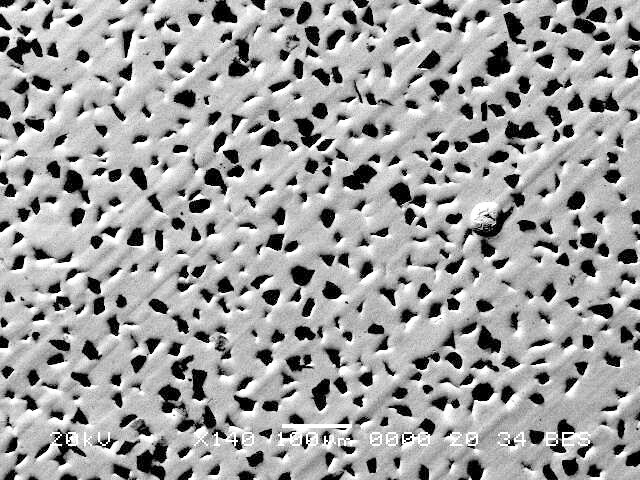
Detail Niplate 600 SiC Sem
TECHNICAL SPECIFICATIONS
Composition and applicable standards
| Composition | ||
|---|---|---|
| Matrix | Particles | |
| Ni | P | SiC 1÷3µm |
| 91÷95% | 5÷9% | 20÷30% vol. |
| Composite coating with medium phosphorus electroless nickel matrix and silicon carbide particles. | ||
| RoHS compliance |
|---|
| RoHS compliant. No restricted substances present in amounts greater than the maximum tolerated concentrations. |
| REACH compliance |
|---|
| REACH compliant. No SVHCs present in amounts higher than 0.1% by weight. |
Coatable metals
| Iron alloys | Characteristics | |
|---|---|---|
| Carbon steel | Adhesion | ★★★★★ |
| Corrosion resistance | ★★★☆☆ | |
| Stainless steel | Pre-treatment | Sand blasting |
| Adhesion | ★★★★☆ | |
| Corrosion resistance | ★★★★★ | |
| Case hardened steel | Pre-treatment | Sand blasting |
| Adhesion | ★★★★☆ | |
| Corrosion resistance | ★★★☆☆ | |
| Copper alloys | Characteristics | |
|---|---|---|
| Brass, Bronze, Copper | Adhesion | ★★★★★ |
| Corrosion resistance | ★★★★★ | |
| Aluminium alloys | Characteristics | |
|---|---|---|
| Machining alloys | Adhesion | ★★★★☆ |
| Corrosion resistance | ★★★★☆ | |
| Foundry alloys | Adhesion | ★★★★☆ |
| Corrosion resistance | ★★★☆☆ | |
| Titanium alloys | Characteristics | |
|---|---|---|
| Pure titanium and titanium alloys | Pre-treatment | Sand blasting |
| Adhesion | ★★★★☆ | |
| Corrosion resistance | ★★★★★ | |
Coating thickness and aesthetic appearance
| Coating thickness | |
|---|---|
| Nominal thickness, as required | Tolerance |
| 10÷30µm | ±10% (min. ±2µm) |
| Uniform thickness over the entire external and internal surface | |
| Absence of tip effect typical of galvanic coatings | |
| Aesthetic appearance |
|---|
| Metallic appearance with smoke grey color caused by the high contents of SiC particles. Reproduces the morphology of the machined part. |
| Option of matt finish (sand blasted, shoot peened, or grit blasted) |
| A metallic appearance of the electroless nickel color can be supplied on request |
| Hardening treatments may result in discoloration of the coating: • 270-280°C, white color with possible yellow stains • 340°C, iridescent blue-red coloring |
Tribological properties
| Hardness | |
|---|---|
| Niplate 600 SiC has very high hardness values, resulting from a combination of the electroless nickel matrix and ultra-hard ceramic particles. Hardness of varies in relation to the hardening heat treatment carried out after deposition of the coating. | |
| Hardness value | Heat treatment |
| 700±50HV | Hydrogen embrittlement relief at 160-180°C for 4h |
| 850±50HV | Hardening at 260 -280°C for 8h |
| 1050±50HV | Hardening at 340°C for 4h |
| Wear resistance | |
|---|---|
| Niplate 600 SiC offers extreme resistance to both abrasive and adhesive wear, superior to that of hard chrome, thanks to the high contents of ultra-hard silicon carbide particles. | |
| Guideline wear value, TWI-CS10 | Heat treatment |
| The lower the number, the higher the performance - ASTM B733 X1 - Taber Abraser wear test - CS 10 abrasive wheels - 1 kg load | |
| 1.0±0.1 mg / 1000 cycles | Hydrogen embrittlement relief at 160-180°C for 4h |
| 0.8±0.1 mg / 1000 cycles | Hardening at 260 -280°C for 8h |
| 0.6±0.1 mg / 1000 cycles | Hardening at 340°C for 4h |
| Friction coefficient | |
|---|---|
| Dynamic dry friction coefficient value | |
| 0.5 ÷ 0.8 | 0.5 ÷ 0.8 depending on the antagonist material |
Chemical properties
| Corrosion resistance | |
|---|---|
| The corrosion protection of Niplate 600 SiC, assessed by means of the salt spray test, depends on the substrate material, machining and finish of the part, and applied film thickness. | |
| Guideline corrosion resistance values | Substrate material |
| NSS to ISO 9227 - Thickness 20 μm - corroded surface < 5% | |
| ≥1000 hours | Brass |
| ≥180 hours | Carbon steel |
| ≥240 hours | Aluminium 6082 |
| Chemical resistance | |
|---|---|
| For applications requiring high chemical resistance Niplate 500 should be used in place of Niplate 600 SiC. Niplate 600 SiC anyway offers a good level of chemical resistance, especially in alkaline environments. | |
| Chemical compatibility | |
| Chemical compatibility values are referred exclusively to the coating and do not define the corrosion protection of the substrate material. The overall performance of the coated part is highly dependent also on the type and quality of the substrate material. The actual environmental resistance must anyway be tested in the field. | |
| Hydrocarbons (e.g. petrol, diesel, mineral oil, toluene) | |
| Alcohol, ketones (e.g. ethanol, methanol, acetone) | |
| Neutral saline solutions (e.g. sodium chloride, magnesium chloride, seawater) | |
| Dilute reducing acids (e.g. citric acid, oxalic acid) | |
| Acid oxidizing agents (e.g. nitric acid) | |
| Concentrated acids (e.g. sulphuric acid, hydrochloric acid) | |
| Dilute bases (e.g. dilute sodium hydroxide) | |
| Base oxidizing agents (e.g. sodium hypochlorite) | |
| Concentrated bases (e.g. concentrated sodium hydroxide) | |
Physical properties
| Weldability |
|---|
| Easily brazed using RMA, RA acid fluxes |
| Ferromagnetism | Heat treatment |
|---|---|
| Ferromagnetic | Hydrogen embrittlement relief at 160-180°C for 4h |
| Ferromagnetic | Hardening at 260 -280°C for 8h |
| Ferromagnetic | Hardening at 340°C for 4h |
| Fusion point, solidus |
|---|
| 870°C |
| Density |
|---|
| 6.8 g/cm3 |
DOWNLOADS
 Technical datasheet
Technical datasheetTECHNICAL GUIDE
Complete electroless nickel technical guide
Technical reference for electroless nickel plating in precision mechanics
- NIPLATE coating comparison
- ISO 4527 and ASTM B733
- Coating selection by application