NIPLATE® 500 PTFE
Electroless Nickel Plating with PTFE
Niplate 500 PTFE is a composite coating of high phosphorus (10-13%) electroless nickel containing 25-35% of PTFE particles.
PTFE nanoparticles are co-deposited in the matrix during deposition of the nickel film. The film is thus composed of a nickel-phosphorus alloy matrix in which the PTFE particles are uniformly dispersed.
PTFE is a polymer with distinctive properties. It is chemically inert and resistant to almost all chemical compounds. It offers excellent sliding properties, a low friction coefficient and non-stick performance.
The Niplate 500 PTFE coating thus combines the intrinsic properties of electroless nickel and PTFE. It offers hardness values on a par with steel, together with a low friction coefficient and release properties.
The low friction coefficient makes the coating suitable for sliding applications, such as solenoid valve sleeves and moving cores, and components in pressure regulators for technical gases. Its non-stick properties make it suitable for plastics moulding and forming, as well as metering and control devices for viscous liquids, adhesives and hot water.

LOW FRICTION COEFFICIENT AND NON-STICK PERFORMANCE
Thanks to its high content of uniformly distributed PTFE particles, the coating offers excellent non-stick properties and a very low friction coefficient (0.08 ÷ 0.12) without lubrication.
UNIFORM THICKNESS
Uniform and constant coating thickness over the entire substrate, including holes: ideal for precision machined parts with tight tolerances.
CAN BE APPLIED ON VARIOUS METALS
All commonly used engineering alloys can be coated: alloys of iron, copper, and aluminium.

Articles plated with NIPLATE 500 PTFE
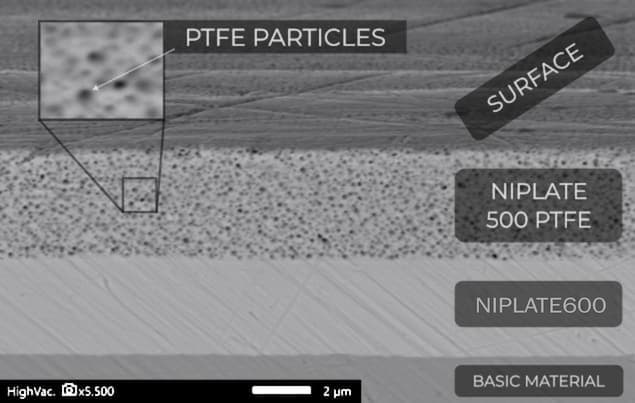
SEM Cross-section of NIPLATE 500 PTFE plating
TECHNICAL SPECIFICATIONS
Composition and applicable standards
| Composition | |||
|---|---|---|---|
| The Niplate 500 PTFE coating is composed of two layers of identical thickness: the first layer is medium phosphorus electroless nickel, and the second is high phosphorus electroless nickel with PTFE particles. | |||
| FIRST LAYER (40-60% OF TOTAL THICKNESS) | Ni | P | |
| 91÷95% | 5÷9% | ||
| SECOND LAYER (40-60% OF TOTAL THICKNESS) | MATRIX | PARTICLES | |
| Ni | P | PTFE 300nm | |
| 87÷90% | 10÷13% | 25÷35% vol. | |
| Composite coating with electroless nickel matrix and PTFE particles. | |||
| NSF 51 certification |
|---|
| NSF 51 certification - Food equipment material. |
| RoHS compliance |
|---|
| RoHS compliant. No restricted substances present in amounts greater than the maximum tolerated concentrations. |
| REACH compliance |
|---|
| REACH compliant. No SVHCs present in amounts higher than 0.1% by weight. |
Coatable metals
| Iron alloys | Characteristics | |
|---|---|---|
| Carbon steel | Adhesion | ★★★★★ |
| Corrosion resistance | ★★★☆☆ | |
| Stainless steel | Pre-treatment | Sandblasting |
| Adhesion | ★★★★☆ | |
| Corrosion resistance | ★★★★★ | |
| Case hardened steel | Pre-treatment | Sandblasting |
| Adhesion | ★★★★☆ | |
| Corrosion resistance | ★★★☆☆ | |
| Copper alloys | Characteristics | |
|---|---|---|
| Brass, Bronze, Copper | Adhesion | ★★★★★ |
| Corrosion resistance | ★★★★★ | |
| Aluminium alloys | Characteristics | |
|---|---|---|
| Wrought alloys | Adhesion | ★★★★☆ |
| Corrosion resistance | ★★★★☆ | |
| Foundry alloys | Adhesion | ★★★★☆ |
| Corrosion resistance | ★★★☆☆ | |
| Titanium alloys | Characteristics | |
|---|---|---|
| Pure titanium and titanium alloys | Pre-treatment | Sandblasting |
| Adhesion | ★★★★☆ | |
| Corrosion resistance | ★★★★★ | |
Coating thickness and aesthetic appearance
| Coating thickness | |
|---|---|
| Typical thickness | Tolerance |
| 15µm | ±3µm |
| Uniform thickness over the entire external and internal surface | |
| Absence of tip effect typical of galvanic coatings | |
| Aesthetic appearance |
|---|
| Gunmetal-grey appearance due to the high content of PTFE particles. Reproduces the morphology of the machined part. |
| Option of matt finish (sandblasted, shot peened, or shot blasted) |
| In case of hardening treatments carried out at 260-280°C, discoloration of the coating may occur with possible localized brown rings. |
Tribological properties
| Hardness | |
|---|---|
| The surface hardness of Niplate 500 PTFE varies in accordance with the hardening heat treatment performed after deposition of the coating. | |
| Hardness value | Heat treatment |
| 250±100HV | Hydrogen embrittlement relief at 160-180°C for 4h |
| 300±100HV | Hardening at 260 -280°C for 8h |
| Wear resistance | |
|---|---|
| Niplate 500 PTFE features high wear resistance in the presence of non-abrasive conditions and in applications with low local loads. It is not suitable for abrasive wear applications. Consequently, the Taber Abraser test wear values tend to be high. | |
| Guideline wear value, TWI-CS10 | Heat treatment |
| The lower the number, the higher the performance - ASTM B733 X1 - Taber Abraser wear test - CS 10 abrasive wheels - 1 kg load | |
| 33±2 mg / 1000 cycles | Hydrogen embrittlement relief at 160-180°C for 4h |
| 21±2 mg / 1000 cycles | Hardening at 260 -280°C for 8h |
| Friction coefficient | |
|---|---|
| Dynamic dry friction coefficient value | |
| 0.08 ÷ 0.12 | Thanks to its high PTFE particle content, the Niplate 500 PTFE coating offers a very low dry dynamic friction value usually ranging from 0.08 to 0.12 depending on the counterface material. |
Chemical properties
| Corrosion resistance | |
|---|---|
| The corrosion protection of Niplate 500 PTFE, measured by means of the salt spray test, depends on the substrate metal, machining and finish of the part, and on the applied film thickness. | |
| Guideline corrosion resistance values | Substrate material |
| NSS to ISO 9227 - Thickness 20 μm - corroded surface < 5% | |
| ≥1000 hours | Brass |
| ≥240 hours | Carbon steel |
| ≥240 hours | Aluminium 6082 |
| Chemical resistance | |
|---|---|
| Excellent chemical and oxidation resistance in highly aggressive saline environments. Passes the concentrated nitric acid immersion test (RCA nitric acid test: 42 degree Bé concentrated nitric acid, 30 seconds, ambient temperature). | |
| Chemical compatibility | |
| Chemical compatibility values are referred exclusively to the coating and do not define the corrosion protection of the substrate material. The overall performance of the coated part is highly dependent also on the type and quality of the substrate material. Actual resistance under service conditions must be verified in the field. | |
| Hydrocarbons (e.g. petrol, diesel, mineral oil, toluene) | |
| Alcohols, ketones (e.g. ethanol, methanol, acetone) | |
| Neutral saline solutions (e.g. sodium chloride, magnesium chloride, seawater) | |
| Dilute reducing acids (e.g. citric acid, oxalic acid) | |
| Oxidizing acids (e.g. nitric acid) | |
| Concentrated acids (e.g. sulfuric acid, hydrochloric acid) | |
| Dilute bases (e.g. dilute sodium hydroxide) | |
| Oxidizing bases (e.g. sodium hypochlorite) | |
| Concentrated bases (e.g. concentrated sodium hydroxide) | |
Physical properties
| Weldability |
|---|
| Not suitable for brazing |
| Ferromagnetism | Heat treatment |
|---|---|
| Ferromagnetic | Hydrogen embrittlement relief at 160-180°C for 4h |
| Ferromagnetic | Hardening at 260 -280°C for 8h |
| MAXIMUM CONTINUOUS WORKING TEMPERATURE |
|---|
| 260°C |
| Density |
|---|
| 6.3 g/cm3 |
DOWNLOADS
 Technical data sheet
Technical data sheetTECHNICAL GUIDE
Complete electroless nickel technical guide
Technical reference for electroless nickel plating in precision mechanics
- Self-lubricating nickel-PTFE coatings
- Dry friction coefficient
- Applications without lubrication