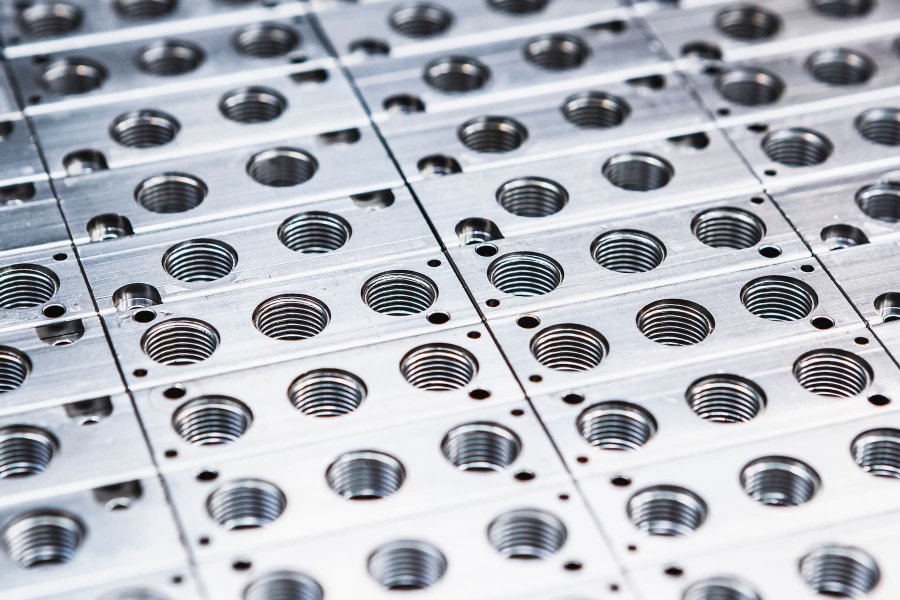
Die chemische Vernickelung ist eine Metallbeschichtung mit hoher Beständigkeit gegen Korrosion und Verschleiß, die auf Bauteile der Präzisionsmechanik mit komplexen Geometrien aufgebracht werden kann.
Auf dem zu beschichtenden Werkstück bildet sich mittels einer chemischen Reaktion eine Schutzschicht aus einer Nickel-Phosphor-Legierung mit hoher Härte, chemischer Beständigkeit und äußerst gleichmäßiger Schichtdicke.
Die NIPLATE-Behandlungen zur chemischen Vernickelung können auf allen Metalllegierungen ausgeführt werden, die üblicherweise in der Mechanik verwendet werden. Dank ihrer Oberflächeneigenschaften ist die chemische Vernickelung die Behandlung erster Wahl, um die Oberflächen von Bauteilen der Präzisionsmechanik zu schützen.
Die Marke NIPLATE®
Als Garantie für die Qualität der ausgeführten Beschichtungen haben wir die Marke Niplate® entwickelt und als EU-Marke im Eigentum von Micron Srl registriert, um die von uns erstellten Beschichtungen zu kennzeichnen. Das Alleinrecht auf die Marke gibt uns die Möglichkeit, unserer Kundschaft die höchste Produkt- und Prozessqualität zu garantieren.
Kostenlose Ressource
Technischer Leitfaden zur chemischen Vernickelung
Vollständige technische Referenz für die chemische Vernickelung in der Präzisionsmechanik
Verschleißbeständigkeit | Korrosionsbeständigkeit | ISO 4527 NiP(7)
Niplate 600 ist eine Chemisch-Nickel-Beschichtung mit mittlerem Phosphorgehalt (5-9% P). Niplate 600 ist die am häufigsten verwendete Niplate Chemisch-Nickel-Beschichtung dank der hohen Verschleißbeständigkeit, der guten Korrosionsbeständigkeit und der Kostengünstigkeit.
Chemische Beständigkeit | Korrosionsbeständigkeit | ISO 4527 NiP(11)
Niplate 500 ist eine chemisch vernickelte Beschichtung mit hohem Phosphorgehalt (10-13% P). Sie wird anderen Niplate-Beschichtungen vorgezogen, wenn Kontakt zu Lebensmitteln besteht und eine hohe Korrosionsbeständigkeit sowie ein optimaler Schutz gegen aggressive chemische Stoffe erforderlich sind.
Niplate 500 PTFE ist eine Chemisch-Nickel-Verbundbeschichtung mit hohem Phosphorgehalt (10-13%), die PTFE-Partikel in einem Anteil von 25-35% enthält. Die Beschichtung zeichnet sich durch einen sehr niedrigen Reibungskoeffizienten (0,08–0,12), Antihafteigenschaften und eine ausgezeichnete Haftung auf dem Basismetall aus.
Niplate 600 SiC ist eine Chemisch-Nickel-Verbundbeschichtung mit mittlerem Phosphorgehalt (5-9%) und Siliziumkarbid-Partikeln (SiC) in einer Konzentration von 20-30%. Die Beschichtung wird in Anwendungen eingesetzt, in denen die Beständigkeit gegen abrasiven und adhäsiven Verschleiß von höchster Priorität ist.
Optimale Korrosionsbeständigkeit, vor allem auf Aluminium
Niplate eXtreme ist eine chemische Nickelbeschichtung, die insbesondere zur Verbesserung der Korrosionsbeständigkeit, vor allem auf Aluminiumlegierungen, entwickelt wurde. Sie eignet sich für alle Aluminiumlegierungen, sowohl Knetlegierungen als auch Gusslegierungen.
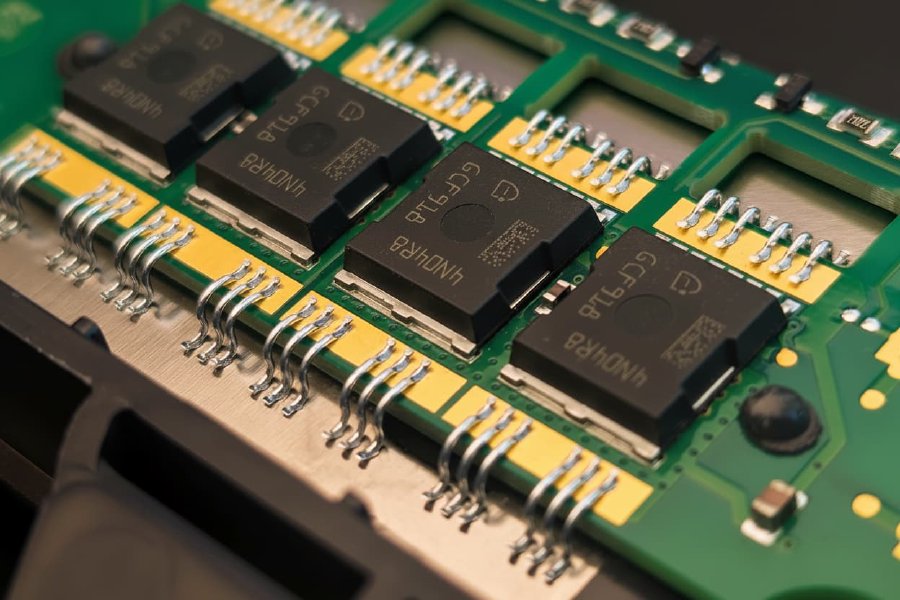
Niplate Link ist eine Beschichtung für Sammelschienen, elektrische Verbindungen und Kupferbauteile, die für Löt- und Hartlötprozesse vorgesehen sind. Die lötfähige und oxidationsstabile Oberfläche bleibt über lange Zeit stabil, ist korrosionsbeständig und ideal für Elektrofahrzeuge, Leistungselektronik und erneuerbare Energiesysteme.
Die wesentlichen Merkmale der chemischen Vernickelung
GLEICHMÄSSIGE SCHICHTDICKE
Die Schichtdicke der Chemisch-Nickel-Beschichtung ist gleichmäßig auf der gesamten Oberfläche des Werkstücks, und zwar unabhängig von dessen Geometrie.
Das gesamte Werkstück wird lückenlos beschichtet, einschließlich Innenbereiche und unter Einhaltung selbst kleinster Toleranzen, ohne dass Maskierungen oder Nachbearbeitungen vorgesehen werden müssen.
Die Schichtdicke kann mit sehr hoher Präzision eingestellt werden. Die Schichtdickentoleranz beträgt ±10% mit einem Mindestwert von ±2µm.
Die Beschichtung durch chemische Vernickelung weist eine extrem hohe Härte auf, die über der von nahezu allen anderen Metalllegierungen liegt.
Die auf den Chemisch-Nickel-Beschichtungen ausgeführten Wärmebehandlungen ermöglichen eine bemerkenswerte Zunahme der Härte- und Verschleißbeständigkeit mit Werten bis zu 1000 HV (69 HRC), die selbst die Härten von einsatz- oder nitriergehärtetem Stahl übertreffen. Dies gewährleistet eine bedeutende Verbesserung der Verschleißbeständigkeit der beschichteten Komponenten, auch dank des niedrigen Reibungskoeffizienten von chemischem Nickel.
Das chemische Vernickeln schützt gegen Korrosion durch Bildung einer Barrierschicht an der Komponente, welche aggressive äußere Einwirkungen abhält.
Chemisches Nickel bietet eine hohe chemische Beständigkeit in zahlreichen aggressiven Umgebungen, in denen beispielsweise Kohlenwasserstoffe sowie neutrale, alkalische oder leicht saure Salzlösungen auftreten.
Je nach gebildeter Beschichtung und vorliegendem Basismaterial kann eine Korrosionsbeständigkeit im neutralen Salzsprühnebel (NSS) von über 1000 Stunden erreicht werden.
Chemisches Nickel hat ein metallisch glänzendes Erscheinungsbild, farblich ähnlich wie Edelstahl.
Es besitzt eine hohe Oxidationsbeständigkeit und behält daher Farbe und Glanz langfristig bei.
Die Oberflächenmorphologie des Werkstücks und die Rauheit werden durch die Beschichtung nicht verändert; das endgültige ästhetische Erscheinungsbild entspricht daher dem Ausgangszustand. Eine matte Oberfläche kann durch Sandstrahlen, Kugelstrahlen oder Strahlmittelbehandlung erzielt werden.
Beschichtbare Metalllegierungen
Die chemische Vernickelung kann auf die meisten Legierungen aufgebracht werden, die üblicherweise im Maschinenbau verwendet werden.
Die Eigenschaften der Legierung beeinflussen nicht die Eigenschaften der Beschichtung, da die chemische Vernickelung ein auf der Oberfläche des Werkstücks abgeschiedener Überzug ist, der aus einer Nickel-Phosphor-Legierung besteht.
Mit einigen Vorkehrungen kann sie auf Grundwerkstoffe aufgebracht werden, die thermochemischen Behandlungen wie Einsatzhärten und Nitrieren unterzogen wurden, sowie auf rostfreie Stähle.
Konformität mit ISO 4527 Autocatalytic Nickel-phosphorus alloy coatings (außenstromlos/autokatalytisch abgeschiedene Nickel-Phosphor-Schichten)
Konformität mit ASTM B733 Autocatalytic Nickel-Phosphorus Coatings on Metal (Autokatalytische Nickel-Phosphor-Überzüge auf Metallen)
Konformität mit den anderen Normen MIL-C-26074, AMS C26074, AMS 2404
CHEMISCHE SICHERHEIT
Konformität mit der REACH-Verordnung hinsichtlich des Gehalts an SVHC (besonders besorgniserregende Stoffe) in Erzeugnissen
Konformität mit der RoHS-Richtlinie hinsichtlich des Gehalts an reglementierten bzw. beschränkten Metallen
KONTAKT MIT LEBENSMITTELN
Zertifizierung NSF-51, Norm, die die Mindestanforderungen an Hygiene und Schutz für Materialien festlegt, die bei der Herstellung von Komponenten und Ausrüstungen für den Lebensmittelbereich verwendet werden
Konformität GMP - Verordnung (EG) 2023/2006 über gute Herstellungspraxis für Materialien und Gegenstände
MANAGEMENTSYSTEME
Zertifizierung des Qualitätsmanagementsystems ISO 9001
Konformität CMRT und CRT, d.h. keine Verwendung von Konfliktmineralien
Konformität mit der IPPC-Umweltrichtlinie
Zertifizierung des Qualitätsmanagementsystems IATF 16949
Der Prozess der chemischen Vernickelung
Unter chemischer Vernickelung versteht man einen Beschichtungsprozess mit einer Nickel-Phosphor-Legierung auf Metallteilen. Bei diesem Prozess erfolgt das Eintauchen in Behandlungslösungen, wobei bestimmte, je nach Metall unterschiedliche Prozessschritte durchlaufen werden, die das Entfetten, die Desoxidation in basischen und sauren Lösungen, das Aktivieren der Oberfläche und das Vernickeln umfassen.
Das Beschichten erfolgt ohne Verwendung von Strom und mittels einer Redoxreaktion zwischen dem Kation Ni2+ vom Nickelsulfat und dem Anion H2PO2-, das vom Natriumhypophosphit (Reduktionsmittel) stammt. Dies ermöglicht die Bildung einer gleichmäßigen und kalibrierten Schicht auf der gesamten Oberfläche des Werkstücks, und zwar unabhängig von dessen Geometrie.
Um die Oberflächeneigenschaften der Chemisch-Nickel-Beschichtungen zu verbessern, können funktionelle Partikel in die Chemisch-Nickel-Matrix eingetragen werden. Beispiele hierfür sind Niplate 500 PTFE mit in die Schicht eingetragenen PTFE-Partikeln, die Gleiteigenschaften und einen niedrigen Reibungskoeffizienten gewährleisten, und Niplate 600 SiC mit in die Schicht eingetragenen Siliziumkarbid-Partikeln, die eine ausgezeichnete Härte und hohe Verschleißbeständigkeit garantieren.
Im Unterschied zu anderen Unternehmen der Branche verwendet Micron srl
eigene Behandlungslösungen, die dank der umfassenden Kenntnisse in der Chemie und der Vernickelungsprozesse im Lauf der Jahre entwickelt wurden. Dies erlaubt es uns, Beschichtungen mit ausgezeichneter und langfristig konstanter Qualität zu garantieren.
Unterschiede zwischen chemischer Vernickelung und elektrolytischen Beschichtungen
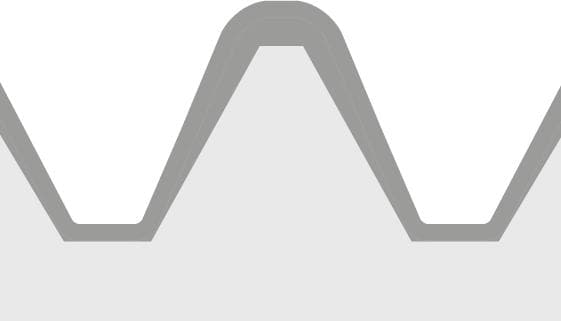
Bei den elektrolytischen Prozessen (auch galvanisch genannt), wie beispielsweise der Verchromung oder der elektrolytischen Vernickelung, wird elektrischer Strom für die Bildung des Metallüberzugs angelegt. Der angelegte Strom fließt bevorzugt entlang des Weges mit dem geringsten Widerstand. Folglich ist die Schichtdicke auf den Außenoberflächen der Werkstücke und auf den Kanten größer und in den Innenbereichen kleiner oder sogar nicht vorhanden, wenn die zu beschichtenden Werkstücke recht komplex sind.
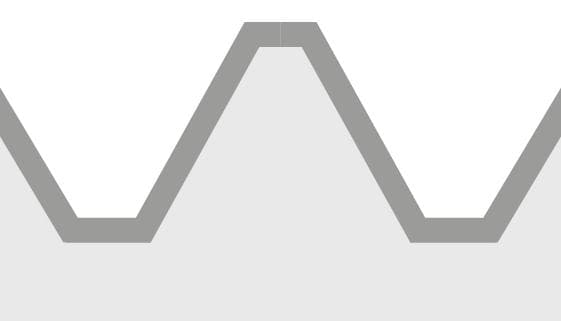
Das chemische Vernickeln bietet demgegenüber den entscheidenden Vorteil der gleichmäßigen Beschichtung der gesamten Oberfläche der Werkstücke, einschließlich der Innenbereiche, selbst wenn diese komplexe Geometrien aufweisen. Dies erlaubt die Einhaltung von Maßen mit selbst kleinsten Toleranzen, womit Maskierungen oder Nachbearbeitungen im Anschluss an die Behandlung vermieden werden können.
Eine der häufigsten Fragen von Kundinnen und Kunden, die sich zum ersten Mal mit einer technischen Oberflächenbehandlung beschäftigen, lautet:
„Was kostet das pro Kilo?“
Ob es sich um chemisches Vernickeln oder um Eloxieren handelt - die einzig seriöse Antwort lautet: Es kommt darauf an.
Eine der Haupteigenschaften der chemischen Vernickelung ist ihre Korrosionsbeständigkeit. Die chemische Vernickelung wird auf mechanischen Metallteilen (Stähle, Aluminium- oder Kupferlegierungen) verwendet, wenn ein Schutz vor Oxidation und Korrosion durch äußere Einflüsse erforderlich ist.
In der Präzisionsmechanik werden hauptsächlich Legierungen aus Eisen, Aluminium und Kupfer verwendet. Ausschlaggebend dafür sind ihre mechanischen Eigenschaften ebenso wie ihre gute Verfügbarkeit, Wirtschaftlichkeit und einfache Bearbeitbarkeit.
Saubere Energie hat für Regierungen und die Industrie weltweit höchste Priorität, da die Verringerung der Treibhausgasemissionen der Schlüssel zur Begrenzung der Auswirkungen des Klimawandels ist. In diesem Zusammenhang entwickelt sich Wasserstoff zu einer vielversprechenden sauberen Energiequelle für Fahrzeuge und weitere Anwendungen.
Wir verwenden notwendige Cookies und mit Ihrer Einwilligung Funktions- und Marketing-Cookies zur Verbesserung der Website.
DATENSCHUTZERKLÄRUNG
und
COOKIE-RICHTLINIE.
Cookie-Einstellungen
Wählen Sie die Cookie-Kategorien, die Sie aktivieren möchten. Notwendige Cookies bleiben immer aktiv.